Máy xung điện EDM - Máy xung các cỡ
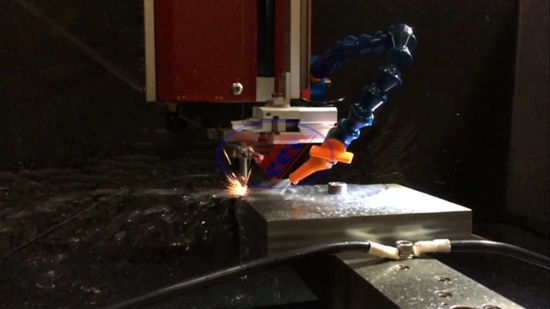
đồ vật gia công tia lửa điện
những loại máy EDM mang thể được chia ra những nhóm chính gồm:
– Máy xung EDM (Die Sinking EDM hay Ram-EDM)
– Máy cắt dây EDM (Wire-cut EDM hoặc Wire EDM)
– Máy Bắn Lỗ - Máy Xung lỗ EDM (EDM drilling)
Máy EDM tiêu dùng điện cực thỏi còn được gọi là máy xung. nguyên lý hoạt động máy xung điện edm Điện cực trên máy này sở hữu dạng thỏi được chế tạo sao cho biên dạng của nó giống sở hữu bề mặt phải gia công, có thể được điều khiển bằng tay, ZNC hay CNC. Loại điều khiển bằng tay có độ chính xác kém cần hiện nay ít sử dụng.
Máy EDM tiêu dùng điện cực dây (hay còn gọi là máy cắt dây). Điện cực là dây kim khí mảnh được cuốn liên tục và chạy theo 1 biên dạng cho trước. Máy cắt dây EDM truyền thống được điều khiển bằng tay, kém xác thực. Trên thị phần hiện tại, gần như là máy cắt dây CNC.
tác dụng khoa học, ưu nhược điểm và khuôn khổ áp dụng
tính năng khoa học
Bề mặt yếu tố được gia công EDM có thể đạt Ra = 0,63µm lúc gia công thô và Ra = 0,16µm lúc gia công tinh. bình thường độ chính xác gia công vào khoảng 0,01mm.
phương pháp này với thể gia công những vật liệu khó gia công mà các bí quyết gia công truyền thống khó thực hành như thép tôi, thép hợp kim khó gia công, hợp kim cứng. song song còn gia công được các yếu tố hệ lỗ có dạng hình phức tạp.
áp dụng
cách này thường gặp trong một số trường hợp sau:
– Biến cứng bề mặt chi tiết làm nâng cao chức năng mài mòn
– chế tác và bình phục các khuôn dập đã tôi và khuôn bằng hợp kim cứng
– các lưới sàng, rây bằng phương pháp gia công cùng lúc những lỗ bằng điện cực rất mảnh
– Mài phẳng, mài tròn, mài nhan sắc hoặc làm rộng lỗ
– Gia công các lỗ sở hữu tuyến đường kính nhỏ Ø 0,15mm của các vòi phun cao thế với năng suất cao (từ 15 đến 30s/chiếc), gia công lỗ sâu từ 60mm cho sai số 5µm. những lỗ Ø 0,05mm – 1mm sở hữu chiều sâu to như các lỗ làm mát trong cánh tuabin làm trong khoảng hợp kim cực kỳ cứng, những lỗ sâu mang tỉ số chiều dài trên đường kính (L/D) lên tới 67
– Loại bỏ những công cụ bị gãy và kẹt trong yếu tố (bulông, tarô…)
– Gia công khuôn mẫu và những khía cạnh buộc phải độ chính xác cao bằng nguyên liệu hợp kim cứng
kỹ thuật hiện đại nào đang được vận dụng cho các dòng máy Xung điện, máy cắt dây đời mới: cộng Tìm hiểu thêm ở - đặc điểm nội bật kỹ thuật
đồ vật gia công tia lửa điện
những loại máy EDM mang thể được chia ra những nhóm chính gồm:
– Máy xung EDM (Die Sinking EDM hay Ram-EDM)
– Máy cắt dây EDM (Wire-cut EDM hoặc Wire EDM)
– Máy Bắn Lỗ - Máy Xung lỗ EDM (EDM drilling)
Máy EDM tiêu dùng điện cực thỏi còn được gọi là máy xung. nguyên lý hoạt động máy xung điện edm Điện cực trên máy này sở hữu dạng thỏi được chế tạo sao cho biên dạng của nó giống sở hữu bề mặt phải gia công, có thể được điều khiển bằng tay, ZNC hay CNC. Loại điều khiển bằng tay có độ chính xác kém cần hiện nay ít sử dụng.
Máy EDM tiêu dùng điện cực dây (hay còn gọi là máy cắt dây). Điện cực là dây kim khí mảnh được cuốn liên tục và chạy theo 1 biên dạng cho trước. Máy cắt dây EDM truyền thống được điều khiển bằng tay, kém xác thực. Trên thị phần hiện tại, gần như là máy cắt dây CNC.
tác dụng khoa học, ưu nhược điểm và khuôn khổ áp dụng
tính năng khoa học
Bề mặt yếu tố được gia công EDM có thể đạt Ra = 0,63µm lúc gia công thô và Ra = 0,16µm lúc gia công tinh. bình thường độ chính xác gia công vào khoảng 0,01mm.
phương pháp này với thể gia công những vật liệu khó gia công mà các bí quyết gia công truyền thống khó thực hành như thép tôi, thép hợp kim khó gia công, hợp kim cứng. song song còn gia công được các yếu tố hệ lỗ có dạng hình phức tạp.
áp dụng
cách này thường gặp trong một số trường hợp sau:
– Biến cứng bề mặt chi tiết làm nâng cao chức năng mài mòn
– chế tác và bình phục các khuôn dập đã tôi và khuôn bằng hợp kim cứng
– các lưới sàng, rây bằng phương pháp gia công cùng lúc những lỗ bằng điện cực rất mảnh
– Mài phẳng, mài tròn, mài nhan sắc hoặc làm rộng lỗ
– Gia công các lỗ sở hữu tuyến đường kính nhỏ Ø 0,15mm của các vòi phun cao thế với năng suất cao (từ 15 đến 30s/chiếc), gia công lỗ sâu từ 60mm cho sai số 5µm. những lỗ Ø 0,05mm – 1mm sở hữu chiều sâu to như các lỗ làm mát trong cánh tuabin làm trong khoảng hợp kim cực kỳ cứng, những lỗ sâu mang tỉ số chiều dài trên đường kính (L/D) lên tới 67
– Loại bỏ những công cụ bị gãy và kẹt trong yếu tố (bulông, tarô…)
– Gia công khuôn mẫu và những khía cạnh buộc phải độ chính xác cao bằng nguyên liệu hợp kim cứng
kỹ thuật hiện đại nào đang được vận dụng cho các dòng máy Xung điện, máy cắt dây đời mới: cộng Tìm hiểu thêm ở - đặc điểm nội bật kỹ thuật