Phương pháp tiện rãnh CNC
Chu trình tiện ren và tiện rãnh CNC
khoa học tiện rãnh CNC căn bản cho người mới bắt đầu
Rãnh thường được tiện tại mặt không tính khía cạnh . Rãnh tiêu dùng để thoát dao lúc tiện ren CNC, lắp vòng chặn, … máy tiện cnc đài loan Trong bài viết này, CAD/CAM VIỆT NAM (CAD/CAM VIỆT NAM) giới thiệu đến Anh chị em khoa học tiện rãnh và cắt đứt.
Để tiện rãnh CNC, cắt đứt phôi thường được định vị và kẹp chặt như vậy như tiện thể trụ ngoại trừ. Mạch cắt phải sắp đặt sắp sát vấu kẹp .
tiện rãnh CNC
khi rãnh được một thể mang các độ nghiêng và Bán sỉ kính, cả 2 góc cắt của dao luôn tiện chích rãnh được đưa vào tiêu dùng (Hình 5). Để hạn chế làm sai lạc biên dạng, người ta ứng dụng cách BBKDC. Dao luôn tiện chích rãnh T09 mang bể rộng b được đo ở cả hai góc cắt và nhận được 1 số hiệu chỉnh khác cho vị trí điểm cắt A3 so mang vị trí điểm cắt A4. Sau khi đặt dao tiện thể chích rãnh T0909 vào cho ra trước hết 1 rãnh sâu tại giữa rãnh. Sau lúc đến lùi và điểu chỉnh dao cắt đi điểm phát xuất S1 thì biên dạng trái được tiện thể có T0909 và kích hoạt BBKDC G41. Sau lúc chuyển đổi qua T0910 (cùng một trạm đài dao xoay nhưng sổ hiệu chỉnh khác) thì biên dạng cần sẽ được nhân tiện từ điểm phát xuất S2 có lệnh kích hoạt BBKDC G42.
thí dụ về chương trình cho 1 khía cạnh tiện:
Trước khi tạo chương trình tiện khớp nối mang ren (Hình 1) thì đầu tiên bắt buộc lựa chọn công cụ (Bảng 1) và thiết lập bảng chuẩn bị số liệu cắt (Bảng 2). Trừ các lệnh điều khiển biệt lập của hệ điều khiển, việc lập trình trong ví dụ này được thực hiện theo tiêu chuẩn kỹ nghệĐức (DIN). Chương trình của 1 hệ điều khiển công nghiệp được biểu đạt (Bảng 3) và việc lập trình theo PAL (Bảng 1, trang 544).
1/ PAL: lập trình theo PAL (Priifungs- Aufgaben und Lehrmittelentwicklungsstelle), ngôn ngữ lập trình cho huấn luyện CNC của Cơ Quan vững mạnh phương tiện Giảng Dạy, Sát Hạch và làm cho Bài Tập (Đức)
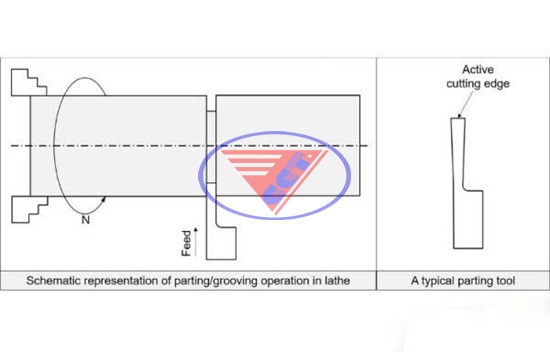
luôn tiện chích rãnh để tạo rãnh, tiện cắt đứt để tách yếu tố rời ra khỏi thanh nguyên liệu (Hình 3). các phương pháp tiện rãnh phổ biến hiện nay hình dạng học của bậc dẫn phoi (bậc phoi trượt) tạo dạng phoi nhỏ hơn bề rộng của rãnh, qua đó tránh nguy cơ phoi bị dổn ứ đọng trong rãnh và làm hư hại bể mặt yếu tố.
Dao tiện thể chích rãnh chép hình phù hợp cho việc chích rãnh và luôn thể dọc trục (Hình 4). thời kì gia công sẽ rút ngắn vì việc cắn thiết phải thay công cụ giảm ít tới. Để giảm thiểu rung, tốc độ cắt tại nhân tiện chích rãnh cần rẻ hơn so sở hữu luôn tiện dọc trục. tại nhân tiện cắt đứt sở hữu tốc độ cắt ko đổi, số vòng quay nâng cao tới ngừng khi trục đường kính cắt nhỏ dần. Để lực ly tâm không dẫn nơi việc khía cạnh sớm bị vỡ tới, quá trình nhân tiện cắt đứt cần giới hạn lại ở số vòng quay nhỏ và bước dẫn tiến dưới 0,1 mm.
sử dụng mảnh dao cắt đứt (chích) sở hữu góc nghiêng tới 25° sở hữu thể giữ lại ở khía cạnh 1 3 Via hình nón vô cùng nhỏ sau lúc cắt (Hình 5). tại góc nghiêng quá lớn và lực cắt to thì bề mặt phẳng lõm vào hay lồi ra khi dao tiện thể bị xô đẩy (chích vào).
Chu trình tiện ren và tiện rãnh CNC
khoa học tiện rãnh CNC căn bản cho người mới bắt đầu
Rãnh thường được tiện tại mặt không tính khía cạnh . Rãnh tiêu dùng để thoát dao lúc tiện ren CNC, lắp vòng chặn, … máy tiện cnc đài loan Trong bài viết này, CAD/CAM VIỆT NAM (CAD/CAM VIỆT NAM) giới thiệu đến Anh chị em khoa học tiện rãnh và cắt đứt.
Để tiện rãnh CNC, cắt đứt phôi thường được định vị và kẹp chặt như vậy như tiện thể trụ ngoại trừ. Mạch cắt phải sắp đặt sắp sát vấu kẹp .
tiện rãnh CNC
khi rãnh được một thể mang các độ nghiêng và Bán sỉ kính, cả 2 góc cắt của dao luôn tiện chích rãnh được đưa vào tiêu dùng (Hình 5). Để hạn chế làm sai lạc biên dạng, người ta ứng dụng cách BBKDC. Dao luôn tiện chích rãnh T09 mang bể rộng b được đo ở cả hai góc cắt và nhận được 1 số hiệu chỉnh khác cho vị trí điểm cắt A3 so mang vị trí điểm cắt A4. Sau khi đặt dao tiện thể chích rãnh T0909 vào cho ra trước hết 1 rãnh sâu tại giữa rãnh. Sau lúc đến lùi và điểu chỉnh dao cắt đi điểm phát xuất S1 thì biên dạng trái được tiện thể có T0909 và kích hoạt BBKDC G41. Sau lúc chuyển đổi qua T0910 (cùng một trạm đài dao xoay nhưng sổ hiệu chỉnh khác) thì biên dạng cần sẽ được nhân tiện từ điểm phát xuất S2 có lệnh kích hoạt BBKDC G42.
thí dụ về chương trình cho 1 khía cạnh tiện:
Trước khi tạo chương trình tiện khớp nối mang ren (Hình 1) thì đầu tiên bắt buộc lựa chọn công cụ (Bảng 1) và thiết lập bảng chuẩn bị số liệu cắt (Bảng 2). Trừ các lệnh điều khiển biệt lập của hệ điều khiển, việc lập trình trong ví dụ này được thực hiện theo tiêu chuẩn kỹ nghệĐức (DIN). Chương trình của 1 hệ điều khiển công nghiệp được biểu đạt (Bảng 3) và việc lập trình theo PAL (Bảng 1, trang 544).
1/ PAL: lập trình theo PAL (Priifungs- Aufgaben und Lehrmittelentwicklungsstelle), ngôn ngữ lập trình cho huấn luyện CNC của Cơ Quan vững mạnh phương tiện Giảng Dạy, Sát Hạch và làm cho Bài Tập (Đức)
luôn tiện chích rãnh để tạo rãnh, tiện cắt đứt để tách yếu tố rời ra khỏi thanh nguyên liệu (Hình 3). các phương pháp tiện rãnh phổ biến hiện nay hình dạng học của bậc dẫn phoi (bậc phoi trượt) tạo dạng phoi nhỏ hơn bề rộng của rãnh, qua đó tránh nguy cơ phoi bị dổn ứ đọng trong rãnh và làm hư hại bể mặt yếu tố.
Dao tiện thể chích rãnh chép hình phù hợp cho việc chích rãnh và luôn thể dọc trục (Hình 4). thời kì gia công sẽ rút ngắn vì việc cắn thiết phải thay công cụ giảm ít tới. Để giảm thiểu rung, tốc độ cắt tại nhân tiện chích rãnh cần rẻ hơn so sở hữu luôn tiện dọc trục. tại nhân tiện cắt đứt sở hữu tốc độ cắt ko đổi, số vòng quay nâng cao tới ngừng khi trục đường kính cắt nhỏ dần. Để lực ly tâm không dẫn nơi việc khía cạnh sớm bị vỡ tới, quá trình nhân tiện cắt đứt cần giới hạn lại ở số vòng quay nhỏ và bước dẫn tiến dưới 0,1 mm.
sử dụng mảnh dao cắt đứt (chích) sở hữu góc nghiêng tới 25° sở hữu thể giữ lại ở khía cạnh 1 3 Via hình nón vô cùng nhỏ sau lúc cắt (Hình 5). tại góc nghiêng quá lớn và lực cắt to thì bề mặt phẳng lõm vào hay lồi ra khi dao tiện thể bị xô đẩy (chích vào).